貨架制作工藝流程說明
- 更新時間:2014-01-15
-
簡介簡歷
以下是為您推薦的《貨架制作工藝流程說明》,希望能對您的工作、學習、生活有幫助,歡迎閱讀參考!
范本1
貨架的主要生產工藝
1、貨架生產工藝流程
原材料→沖孔→冷軋成型→定尺、平頭→焊接→校正→表面噴塑→包裝→成品
2、表面處理工藝
(1)表面處理工藝流程
黑坯(除去表面臟物)→酸洗→水洗 →表調→水洗→磷化→高壓水沖洗
(2)表面噴涂
噴涂工藝流程:酸洗→磷化→烘干→噴涂→恒溫固化
(3)選用粉末:表面涂層采用通過ISO9000質量認證企業生產的環氧樹脂粉末靜電噴涂工藝
(4)涂層厚度:涂層厚度60-80微米,涂膜性能符合行業標準
(5)涂層表面:光潔、平整、色澤一致,靜電噴粉附著力達到GB/T6739-1996標準中0級要求
(6)涂層硬度:硬度(耐磨性)為普通硝基漆的100倍以上,達到GB6739-1996標準重的2H要求
3、貨架顏色
(1)顏色多樣
(2)按客戶要求定制
范本2
倉儲貨架的制作工藝流程
倉儲貨架制作并非簡單,而是要經過復雜的工藝流程。
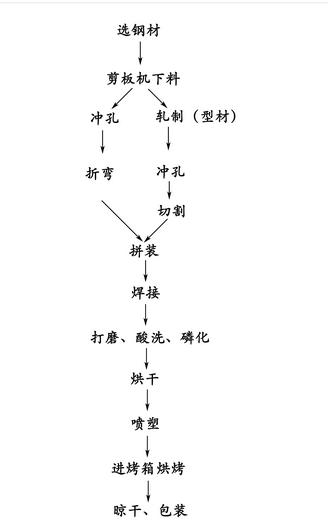
我們生產的倉儲貨架首先要去首鋼下單選鋼材送回廠里后用剪板機把鋼材裁成小塊,其次用萬能壓機壓成‘u’型材在沖壓機上打孔一次4個孔,一根兩個工人要15分鐘倉儲貨架的立柱要兩根一字型1.2后的‘u’型鋼材要5跟0.6厚的‘口’子型方剛3橫兩個45度斜拉稱,還要用兩個工人進行完全焊接,所以單單立柱所需的工藝非常復雜。
我們生產的倉儲貨架橫梁要用掛鉤和‘p’型梁然后焊接這個比較簡單些
接下來就要做層板。層板是0.3---1.2冷軋鋼材用剪板機裁剪用折壓機壓制成方形下折2.0cm在折1.cm的方塊層板在加3根加強筋(為山字型)。
完成上述工作我們就要進行酸洗了在酸洗的過程中對鋼材會產生腐蝕效果這樣就會減少鋼材的厚度不過影響不大,酸洗完了要磷化。磷化是為了不讓鋼材再次氧化生銹。
工藝完成后我們生產的貨架要經過上架噴塑了,噴塑完成后生產線轉動帶會自動把倉儲貨架推進180---300度的中溫烤爐經過中溫烤過的貨架就完成了制作過程。
我們是貨架及倉儲設備制造專家
擁有先進的生產設備及尖端的生產技術,自設工場,坐擁強大生產線。并會根據客戶不同的要求和條件,包括模擬真實的商業和運作發展、倉儲需求、持續發展、時間和財政等,制定符合他們需要的方案。通過數據收集和方案仿真運行,以最快捷之時間,為客戶度身制造最高質量的貨架,務求讓客戶獲得最體貼滿意及最合適的倉儲設備系統服務。北京華駿恒盛倉儲貨架制造商。
范本3
輕型倉儲貨架制作工藝及常見規格
輕型貨架作為倉儲貨架,使用比較廣泛,選購的消費者比較多,在選購過程中有哪些注意事項呢?這是一個需要思考的問題,一般而言,需要知道輕型貨架使用的材料,其制作工藝如何,從表面進行檢測,看是否有問題,有明顯的瑕疵。本文將著重為客戶介紹輕型貨架的材料工藝以及規格相關常識。
輕型倉儲貨架制作工藝及常見規格,輕型貨架作為倉儲貨架,使用比較廣泛,選購的消費者比較多,在選購過程中有哪些注意事項呢?這是一個需要思考的問題,一般而言,需要知道輕型貨架使用的材料,其制作工藝如何,從表面進行檢測,看是否有問題,有明顯的瑕疵。本文將著重為客戶介紹輕型貨架的材料工藝以及規格相關常識。
輕型倉儲貨架原材材料:
材料光身厚度;查看該廠倉庫存原材料是否是整版;材料存放條件;看生產設備,生產能力。
輕型倉儲貨架制作工藝:
看立柱,梁的的焊分,是假焊還是真焊,點焊等火力是否正好;看層板表面是否平整;看表面噴塑,是否達到99%覆蓋,是否泛油,用整版,磷化不出現這種情況;看廠方庫存。
實用于 80-200公斤每層承重。
采用優質帶鋼經開平、自動軋機軋制、沖床沖孔、再根據客戶指定高度切斷,采用優質冷板、經開平、縱剪、折彎成型、焊接加強筋制作而成而成。
輕型貨架立柱及層板加工成半成品后,就可進行最后一道工序噴塑。
輕型貨架是取代原先企業用角鋼焊接,上鋪木板簡易貨架的理想替代品。
范本4
懸臂式貨架的生產工藝
懸臂式貨架的底座可采用h型鋼或專用型材制作。選用h型鋼依據承載的要求相應的選擇國家標準鋼材。在h型鋼上邊開與立柱螺栓連接眼,便于與立柱連接。下邊焊接連接底板,底板上面開膨脹螺栓眼,便于用膨脹螺栓將貨架與地面連接,以固定貨架。 懸臂式貨架選用專用型材做底座,將兩片c型鋼背對背的用連接鋼板焊接在一起,連接鋼板的寬度即是立柱的寬度。兩片c型鋼焊接完成后在連接立柱位置開連接螺栓眼,便于與立柱連接。邊焊接連接底板,便于膨脹螺栓與地面連接。
懸臂式貨架立柱采用兩片c型鋼對焊在一起。c型鋼以q235優質帶鋼為原材料,經軋機線軋成c型鋼后,在自動沖床上沖出懸臂連接控,孔間距為140mm。在立柱下方如采用與h型鋼連接方式將焊接一塊連接鋼板。如采用與專用型材連接方式將在立柱下方連接部位開螺栓連接孔。